 0276-37-5700
0276-37-5700
真空注型のことなら
梅原モデルにお任せください!!
初期投資コストの低いのが真空注型の利点です。 そのため真空注型は数十個単位までの試作品製作に向いています。
真空注型とは真空に近い状態の槽の中で型に樹脂を流し込み、樹脂製品を複製する工法です。
注型用の型は主にシリコンゴムを使用し、注型品の樹脂はウレタン系やエポキシ系の樹脂を使用いたします。
用途はさまざまで、自動車関連部品・OA機器関連部品・アミューズメント関連部品など多種多様な試作品作製に使われております。

真空注型に適した場面
- ・同じ製品を複数個作製したいが、金型を作製するほどの数ではない。
- ・同じ製品を複数個作製したいが、短納期で金型や切削などの工法では間に合わない。
- ・同じ製品で特性を変えた樹脂でものを作りたい。
など、さまざまな場面で真空注型は利用されています。

メリット

- 短納期・低コストの実現 簡易的なシリコンゴムの型を使用することにより、短納期・低コストを実現しております。

- バリエーション豊富な素材真空注型では二液の熱硬化性ウレタンやエポキシなどを使用いたしますがその物性の幅はとてもバリエーション豊富
です。(ABS、PP、アクリル、ゴムなど実際の成形品により近づけた物性の素材をご用意しております。)

- 樹脂材料への着色最終製品へより近づけるため樹脂材料に顔料などを練りこみ着色することが可能です。

- インサート成形や2色成形インサートナットを入れた成形や端子などをインサートした成形も可能です。
また、軟質と硬質などの異なる樹脂を一体で成形することも可能です。

- 注型品の意匠面についてマスターモデルに塗装など表面処理をゴム型作製前に施すことにより成形品のような仕上がりになります。
デメリット
- 最終製品素材とのアンマッチ物性のバリエーションは豊富ですが、真空注型の場合その工法から使用できる樹脂材がウレタン系かエポキシ系に限
られてしまいます。その為、強度テストなどにはあまり適していません。
- 精密な寸法精度への不適合 型がシリコンで作製するため切削や金型と比べると細かな精度は劣ります。
- 大量生産への不適合シリコンゴムの型の為、1型でおよそ20ショット程度しか取れません。
(透明品を作製したい場合は10ショット~15ショットとなってしまいます。)
※「切削加工」が適している場合がございます。詳しくはこちら >>

ここではウレタン系の材料についてご紹介させていただきます。
| タイプ名 | 特徴 |
|---|---|
| ABS タイプ | ABS 樹脂によく似た風合い・物性をもつ樹脂です。(標準色:アイボリー・黒・白) |
| PP タイプ | PP 樹脂によく似た風合い・物性をもつ樹脂です。(標準色:ナチュラル・黒) |
| アクリルタイプ | アクリル樹脂によく似た風合い・物性をもつ樹脂です。(標準色:透明) |
| ゴムタイプ | ゴム質の素材です。硬度20 ~ 90 まで調整可能です。(標準色:黒) |
| 高耐熱タイプ | 140℃程度の耐熱性をもつ樹脂です。(標準色:淡黄色・黒) |
| 難燃タイプ | UL V-0 認定の材料です。(標準色:白) |
記載されている以外の材料もお調べいたします。また、標準色以外のカラーリングもご用意できますのでお申し付けください。
まず、真空注型では「マスターモデル」という製品が必要となります。
これは主に切削や造形で作製されます。お客様のお手元に複製したい元の製品があるならばその製品でも結構です。
この「マスターモデル」を元にしてゴム型を作製していきます。

真空注型での価格は以下のように算出しております。
- イニシャルコスト
- マスターモデル + ゴム型
- 製品費用
- 注型製品 x 数量
マスターモデル・ゴム型・注型品はそれぞれサイズや形状によって変化します。
個数が少ない場合、「切削加工」をおすすめします。


- 1. 注型樹脂の注入口となるゲートを原型に取り付けます。


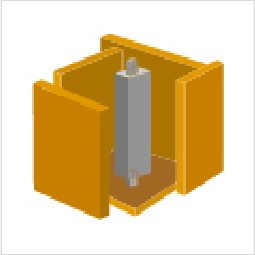
- 2. ゲートを型枠に接着させ型枠を組み立てます。

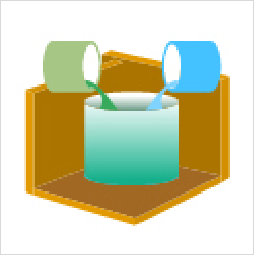
- 3. 主剤と硬化剤を減圧脱泡しながら、十分に混合します。


- 4. さらに減圧下で脱泡します

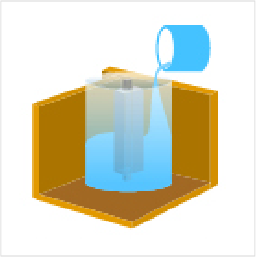
- 5. 原型が完全に埋まるまで液状シリコンゴムを注入します。

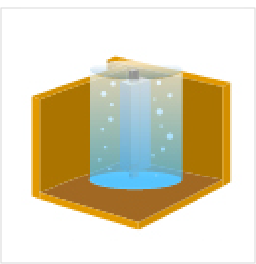
- 6. 減圧脱泡したら型枠を外し、シリコンゴム型を切り開いて原型を取り出します。

- 7. 硬化したら型枠を外し、シリコンゴム型を切り開いて原型を取り出します。


- 8. 必要に応じてシリコンゴム型に離型剤を吹き付けます。


- 9. 型を合わせ、テープや締め金具などでしっかりと固定し、樹脂黙りをゲート部に取り付けます。


- 10. 所定寮の注型樹脂を減圧脱泡します。

- 11. 脱泡した注型樹脂を混合します。

- 12. 減圧下で、混合した注型樹脂を樹脂だまりから型に注入します。

- 13. 空気圧を戻すと、樹脂は型内に流れ込みます。所定の条件で樹脂を硬化させます。


- 14. 硬化した型を破り、注型品を取り出します。ゲートを切断し、ヤスリなどで仕上げます。




